 English
English Español
Español عربى
عربى
Content
- 1 Wet or Dry: The Direct Answer for Honing a Motorcycle Cylinder
- 2 What Honing Actually Does to a Motorcycle Cylinder
- 3 Why Wet Honing Outperforms Dry Honing for Motorcycle Cylinders
- 4 Types of Hones Used on Motorcycle Cylinders
- 5 Choosing the Right Honing Lubricant for Motorcycle Cylinder Work
- 6 How to Hone a Motorcycle Cylinder: Step-by-Step Process
- 7 Motorcycle Cylinder Materials and How They Affect Honing Approach
- 8 Two-Stroke vs. Four-Stroke Motorcycle Cylinder Honing Differences
- 9 Common Honing Mistakes That Ruin Motorcycle Cylinder Bores
- 10 Piston-to-Wall Clearance and Why Honing Precision Matters
- 11 When to Hone vs. When to Send the Motorcycle Cylinder to a Machine Shop
- 12 Ring Break-In After Honing a Motorcycle Cylinder
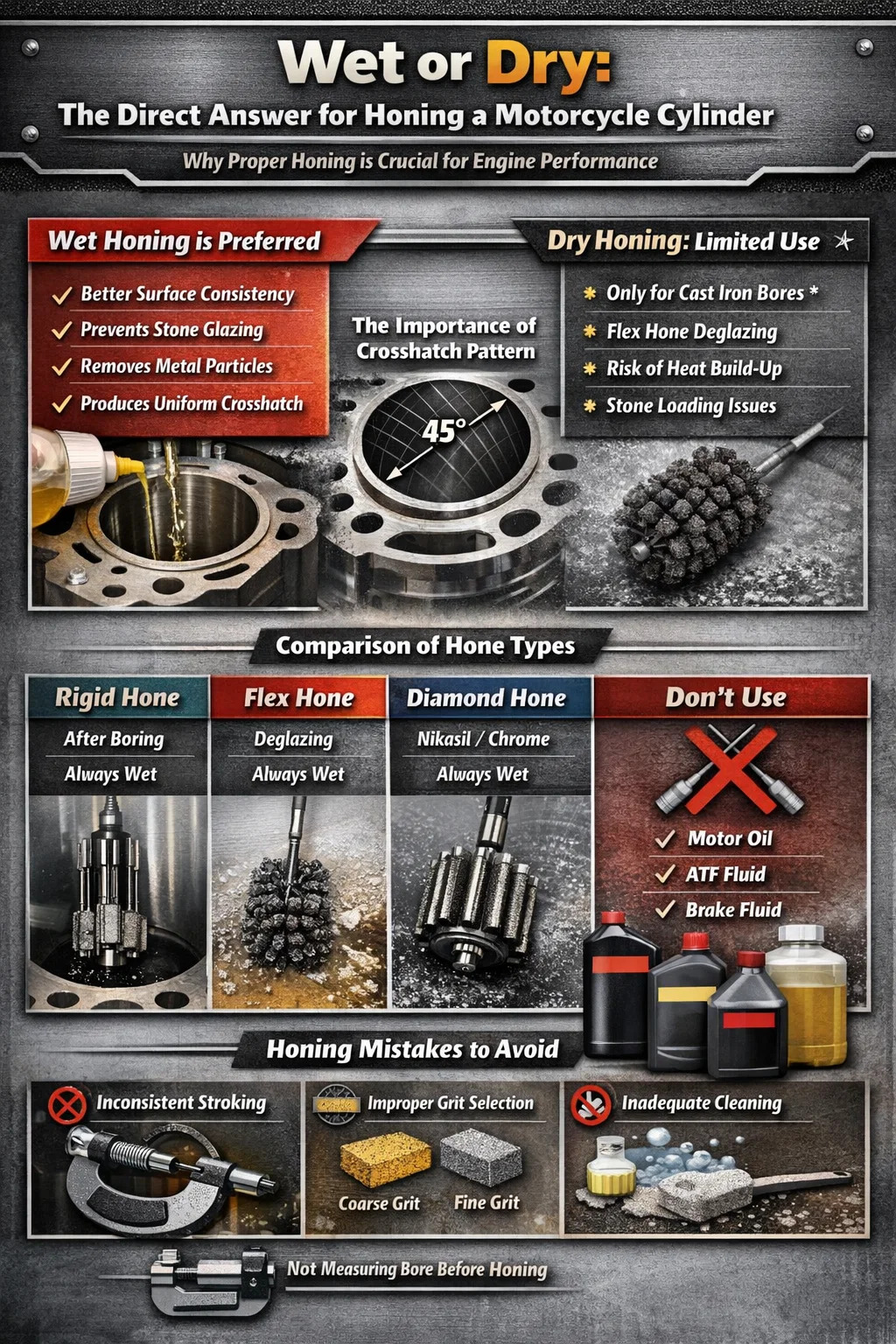
Wet or Dry: The Direct Answer for Honing a Motorcycle Cylinder
When honing a motorcycle cylinder, wet honing is the recommended method in most situations. Using honing oil or a light petroleum-based lubricant during the process removes metal particles, keeps the hone cutting cleanly, prevents glazing on the abrasive stones, and produces a more consistent crosshatch pattern on the bore wall. Dry honing is only used in very specific scenarios — typically with certain flexible brush hones on cast iron bores — and even then, experienced machinists often prefer at least a light mist of lubricant.
This answer matters because getting it wrong directly affects how well your piston rings seat. A bad hone job on a motorcycle cylinder leads to oil consumption, poor compression, premature ring wear, and an engine that never quite runs the way it should. Whether you're rebuilding a single-cylinder 250cc trail bike or a big-bore V-twin, understanding the honing process in detail is non-negotiable.
What Honing Actually Does to a Motorcycle Cylinder
Honing is an abrasive machining process that refines the internal surface of a cylinder bore. It serves two primary purposes: correcting minor geometric imperfections left by boring, and creating a specific surface texture — the crosshatch pattern — that holds engine oil and allows piston rings to seat properly against the bore wall.
When a motorcycle cylinder is bored out to accept oversized pistons, or when a used cylinder is reconditioned, the bore surface is left with a relatively rough finish from the boring bar. Honing refines that surface down to a precise roughness average (Ra), typically measured in microinches or micrometers. Most motorcycle cylinder manufacturers specify a finished bore Ra value between 15 and 30 microinches (approximately 0.38 to 0.76 micrometers) for conventional cast iron or chrome-lined bores, though Nikasil and ceramic composite liners have tighter specifications.
The crosshatch angle is equally important. A 45-degree crosshatch — meaning the hone marks intersect at roughly 45 degrees on each side — is the industry standard for most four-stroke motorcycle engines. This angle creates micro-channels that distribute oil evenly across the bore while the rings slide up and down, sealing combustion gases while preventing excessive oil from entering the combustion chamber.
Surface Texture Terms You Need to Know
- Ra (Roughness Average): The average deviation of the surface from a perfectly flat line, measured in microinches or micrometers. This is the most commonly cited specification.
- Rz (Mean Roughness Depth): The average of the five highest peaks and five deepest valleys over a measured length. More relevant for ring seating behavior.
- Rk (Core Roughness Depth): Used in plateau honing specifications — this value affects oil retention without increasing ring wear.
- Crosshatch angle: The angle at which hone stones leave marks on the bore wall. Too shallow slows ring seating; too steep causes excessive oil consumption.
Why Wet Honing Outperforms Dry Honing for Motorcycle Cylinders
The chemistry and physics behind wet honing explain why lubrication makes such a significant difference. When abrasive stones cut metal without lubrication, several problems compound quickly.
Heat Buildup Destroys Surface Consistency
Dry honing generates heat through friction. Even at moderate drill speeds — typically 300 to 500 RPM for a motorcycle cylinder bore — dry honing can raise the bore surface temperature enough to cause inconsistent abrasion. Metal expands as it heats up, which means the bore diameter you're measuring between strokes is not the same diameter the bore returns to at room temperature. This is particularly problematic in aluminum cylinders, which have a higher thermal expansion coefficient (approximately 23 × 10⁻⁶/°C) compared to cast iron (approximately 11 × 10⁻⁶/°C). A 50°F (28°C) temperature rise in an aluminum bore can cause dimensional changes of 0.001 to 0.002 inches — enough to ruin tight piston-to-wall clearance specifications.
Metal Particle Loading Clogs the Hone
As the hone abrades the cylinder bore, tiny metal particles are released. Without lubrication to carry these particles away, they become embedded in the abrasive stones — a process called loading. A loaded hone no longer cuts cleanly; instead, it burnishes the surface, smearing metal across the bore rather than cutting it. This produces a surface that looks smooth but has poor oil retention characteristics. When piston rings contact a burnished bore, they can't break in properly because there are no micro-valleys to hold oil during the initial high-friction run-in period.
Wet Honing Produces a More Uniform Crosshatch
Honing oil serves as both a coolant and a cutting fluid. It reduces friction between the stones and bore, allowing the abrasive to cut consistently throughout the stroke. The result is a more uniform crosshatch angle and a more consistent Ra value from top to bottom of the bore. Studies comparing wet and dry honing results consistently show that wet-honed bores achieve tighter Ra tolerances, with variation of ±2 to ±3 microinches compared to ±6 to ±10 microinches for dry-honed bores under the same conditions.
When Dry Honing Is Acceptable
There are narrow situations where dry honing is used or tolerated. A flex-hone (ball hone or "bottle brush" hone) used on a cast iron bore for a quick deglazing operation — not for significant material removal — can sometimes be used dry or with minimal lubrication. The softer nature of cast iron and the flexible, self-centering design of the brush hone make it somewhat more forgiving. However, even in this scenario, most professional engine builders apply at least a light spray of WD-40, kerosene, or dedicated honing oil before running the flex-hone because the results are measurably better with lubrication than without.
Types of Hones Used on Motorcycle Cylinders
Not all honing tools are the same, and the type of hone you use changes both your technique and your lubrication requirements. Motorcycle cylinders come in a wide range of bore diameters — from around 38mm on small two-stroke engines to over 100mm on large displacement V-twins — and the honing tool must match the bore size and the job at hand.
Rigid Honing Stones (Spring-Loaded Hone)
This is the most commonly used type in automotive and motorcycle engine machine shops. A rigid hone consists of two or three abrasive stones mounted on spring-loaded arms that press against the bore wall under controlled pressure. The stones are available in various grits — typically ranging from 80 to 400 grit. Coarser grits (80–120) are used when removing material after boring, while finer grits (220–400) are used for finishing and producing the final crosshatch pattern.
Rigid hones require a rigid drill or honing machine that maintains consistent RPM and stroking speed. For motorcycle cylinders, most technicians use an electric drill at around 300–450 RPM combined with a stroking rate that produces 45-degree crosshatch marks. The formula is simple: stroking speed (inches per minute) = RPM × bore circumference × tan(crosshatch angle/2). For a 90mm bore at 400 RPM targeting 45-degree crosshatch, this works out to roughly 45–55 strokes per minute.
Flex-Hone (Ball Hone or Brush Hone)
The flex-hone is a flexible shaft with abrasive balls attached at intervals. It's self-centering and follows the bore naturally, making it forgiving for DIY mechanics who don't have a rigid honing fixture. Flex-hones excel at deglazing — removing the glazed, hardened surface from a used cylinder bore — and are effective for producing a plateau-honed finish on bores that are already within spec dimensionally.
Available grits for flex-hones range from 60 to 800. For most motorcycle cylinder deglazing jobs, a 240-grit or 320-grit flex-hone is appropriate. Flex-hones should always be used wet — the manufacturer Brush Research Manufacturing (makers of the Flex-Hone brand) explicitly states in their product documentation that honing oil or WD-40 should always be applied during use.
Diamond Hones
Diamond honing tools use industrial diamond abrasive instead of conventional aluminum oxide or silicon carbide stones. They are primarily used on hard bore coatings like Nikasil (nickel-silicon carbide), ceramic composites, and chrome bores that would quickly destroy conventional abrasive stones. Diamond hones are almost exclusively used wet, and the lubricant selection matters more here — petroleum-based oils can react poorly with some diamond hone binders, so water-soluble cutting fluids are often preferred.
Comparison of Hone Types for Motorcycle Cylinders
| Hone Type | Best Use Case | Lubrication Required | Skill Level | Material Removal |
|---|---|---|---|---|
| Rigid (Spring-Loaded) | After boring, full resurfacing | Always wet | Intermediate–Advanced | Moderate to High |
| Flex-Hone (Ball Hone) | Deglazing, plateau finish | Always wet | Beginner–Intermediate | Low |
| Diamond Hone | Nikasil, chrome, hard coatings | Always wet (water-soluble preferred) | Advanced | Low to Moderate |
| Plateau Hone (CBN) | Performance finishes, race engines | Always wet | Advanced | Very Low (finishing only) |
Choosing the Right Honing Lubricant for Motorcycle Cylinder Work
Not every lubricant works equally well for honing. The wrong oil can contaminate the bore, degrade the abrasive stones faster, or interfere with the cutting action. Here's a practical breakdown of what works and what to avoid.
Dedicated Honing Oil
Products like Sunnen Honing Oil, Goodson Honing Oil, and similar purpose-formulated products are the gold standard. These oils are specifically engineered to provide the right viscosity, cutting fluid properties, and lubricity for abrasive machining. They flush metal particles out of the cutting zone, reduce stone loading, and don't leave contaminants that interfere with subsequent engine assembly steps. If you're doing any serious motorcycle cylinder work — whether on a two-stroke 125cc or a 1200cc cruiser — dedicated honing oil is the correct choice.
Kerosene or Mineral Spirits
Kerosene (paraffin oil) is the most commonly used field substitute for dedicated honing oil, and it works reasonably well. Its low viscosity allows it to penetrate into the cutting zone and carry away metal particles effectively. Many professional machinists have used kerosene for decades with consistently good results. Mineral spirits perform similarly. Neither is as effective as purpose-made honing oil, but for a DIY mechanic honing a single motorcycle cylinder once every few years, the difference in final bore quality is marginal.
WD-40
WD-40 is widely used as a honing lubricant for flex-hone (ball hone) applications. It's light, penetrates well, and is readily available. It's an acceptable option for deglazing jobs. However, WD-40 is not a cutting fluid — it's primarily a water-displacing lubricant and light corrosion inhibitor. For heavier material removal with rigid hones, it doesn't provide enough lubrication to prevent stone loading, and its light film may not adequately cool the cutting zone.
What Not to Use
- Motor oil: Too viscous and leaves residues that contaminate the bore surface, potentially interfering with ring seating.
- Transmission fluid (ATF): Contains friction modifiers and additives that can clog hone stones and leave surface contaminants.
- Brake fluid: Hygroscopic and chemically aggressive — it will damage rubber components nearby and may attack aluminum if not completely removed.
- Water alone: Causes flash rusting on cast iron bores almost immediately after honing, ruining the freshly prepared surface.
- Cutting oil (dark sulfurized): Sulfur compounds in dark cutting oils can react with copper alloys used in some engine bearings and leave staining on aluminum bores.
How to Hone a Motorcycle Cylinder: Step-by-Step Process
Honing a motorcycle cylinder correctly requires attention to detail, the right tools, and patience. This process assumes you're doing a deglazing or light resurfacing job on an aluminum or cast iron cylinder bore that's within dimensional specifications — not a full rebore, which requires machine shop equipment.
Tools and Materials Required
- Flex-hone (ball hone) in the correct diameter — typically 1–2mm larger than bore diameter for proper spring tension
- Variable-speed electric drill capable of maintaining 300–500 RPM
- Honing oil, kerosene, or WD-40
- Clean lint-free rags
- Hot soapy water and a bore brush for post-hone cleaning
- Bore micrometer or dial bore gauge
- Magnifying glass or bore scope (optional but recommended)
- Clean assembly oil (for bore protection after honing)
Step 1: Measure the Bore Before Honing
Before touching the hone to the cylinder, measure the bore diameter at multiple locations — at least three depths (near the top, middle, and bottom of the ring travel zone) and at two perpendicular axes at each depth. This identifies any taper or out-of-round condition. If the bore is more than 0.002 inches (0.05mm) out of round or tapered, a deglaze with a flex-hone is not sufficient — the cylinder needs boring first.
Step 2: Secure the Cylinder
Mount the cylinder securely in a vise using soft jaws, or clamp it to a work surface. The cylinder must not move during honing — any rocking or shifting changes the hone's path and produces uneven bore geometry. For small single-cylinder motorcycle engines, the entire cylinder jug can usually be placed directly in a padded vise. For larger multi-cylinder engines, individual cylinders may need to be mounted to a fixture plate.
Step 3: Apply Honing Oil Liberally
Apply a generous coat of honing oil to both the flex-hone and the bore wall. Don't be stingy — you want the bore wet enough that you can see oil sheening on the surface. Keep additional oil nearby so you can apply more during the honing process. Running a dry hone even for a few strokes can load the abrasive balls and permanently reduce the hone's cutting effectiveness.
Step 4: Set Drill Speed and Begin Stroking
Insert the flex-hone into the bore and set the drill to approximately 300–450 RPM. Begin stroking the hone up and down through the bore at a rate that will produce visible crosshatch marks. A commonly cited guideline is to use a stroking rate that causes the hone to travel the full length of the bore (plus approximately 1/4 of the hone length past each end) in one smooth motion every 1 to 1.5 seconds.
For a typical 100mm bore motorcycle cylinder with a 90mm ring travel zone, 30–60 seconds of active honing is usually sufficient to deglaze the surface and produce a fresh crosshatch. Do not over-hone — excessive honing removes too much material and opens up clearances beyond specification.
Step 5: Stop, Withdraw, and Inspect
After 30 seconds of honing, stop the drill while the hone is still in the bore (never remove a spinning hone — the balls can catch on the bore edge and damage it), then withdraw the stopped hone. Wipe the bore clean with a lint-free rag and inspect the surface under good lighting. You should see a uniform crosshatch pattern covering the full bore length with no shiny glazed areas remaining. If glazed spots remain, apply fresh oil and continue honing.
Step 6: Clean the Bore Thoroughly
This step is where many DIY engine builders make their most costly mistake. Honing leaves abrasive particles and metal debris in the micro-valleys of the bore surface. If this debris is not completely removed, it acts like embedded grinding compound on the piston rings and bore wall during the first hours of engine operation, causing accelerated wear that permanently damages the bore and rings.
The correct cleaning method is hot soapy water with a bore brush, not solvent. Solvents like brake cleaner or mineral spirits are good at dissolving oil but do not physically dislodge abrasive particles from the micro-valleys of the bore surface. Hot water with dish soap (the classic recommendation from engine builder John Erb and later popularized by engine builder John Callies) creates a scrubbing action that physically lifts and carries away abrasive particles. Scrub the bore vigorously, rinse thoroughly with clean hot water, then dry immediately and apply a coat of clean assembly oil to prevent flash rusting (especially important for cast iron).
Step 7: Final Measurement
After cleaning and before assembly, re-measure the bore to verify it's still within specification. A light deglaze with a flex-hone typically removes less than 0.0005 inches (0.013mm) of material — negligible in terms of dimensional change. If your measurements show more removal than expected, recheck your technique and hone grit selection.
Motorcycle Cylinder Materials and How They Affect Honing Approach
The cylinder liner material fundamentally changes how you approach honing. Different materials require different abrasives, different grits, different lubricants, and different target surface finishes.
Cast Iron Liners
Traditional cast iron cylinder liners — found in many older Japanese four-strokes, British motorcycles, and American V-twins — are the most forgiving to hone. Cast iron contains free graphite in its microstructure, which acts as a built-in lubricant. It hones well with aluminum oxide stones and responds readily to flex-hones. Target Ra values for cast iron motorcycle bores are typically 20–35 microinches with conventional rings, or 15–25 microinches for moly-faced rings. Cast iron rusts rapidly — apply oil to the bore within minutes of completing cleaning.
Aluminum Cylinders (No Liner)
Some motorcycle cylinders — particularly in small two-stroke engines and certain modern four-strokes — are bare aluminum bores with no separate liner. These require silicon carbide or aluminum oxide hones and careful attention to heat buildup. The softer aluminum material removes faster than iron, and the looser crystalline structure means you can inadvertently open up clearances quickly if you use too aggressive a grit or hone for too long. Wet honing is even more critical here — the thermal expansion difference between aluminum and the steel hone body means dry honing creates more dimensional variability in aluminum than in iron.
Nikasil and Ceramic Composite Bores
Nikasil (nickel-silicon carbide) is the electroplated hard coating used in the bores of many high-performance and modern motorcycle engines — including BMW Boxers, Rotax-based engines, and many Japanese sportbikes. Ceramic composite coatings like SCEM (Suzuki Composite Electrochemical Material) and NSS (Kawasaki) work similarly. These coatings are extremely hard — typically 800–1000 on the Vickers hardness scale — and cannot be honed with conventional aluminum oxide or silicon carbide abrasives. Only diamond or CBN (cubic boron nitride) abrasives can cut these surfaces effectively.
Honing Nikasil bores is specialized work. The target Ra is tighter than cast iron — typically 10–20 microinches — and the diamond hone must be used wet with a water-soluble cutting fluid. More importantly, Nikasil bores that have been damaged by ethanol-contaminated fuel (ethanol causes Nikasil to dissolve gradually over time) cannot be saved by honing — the cylinder must be replated or replaced. This has been a significant issue in markets where E10 or higher ethanol blends are common, particularly affecting older BMW R-series motorcycles from the mid-1990s.
Chrome-Lined Bores
Hard chrome plating was commonly used in two-stroke motorcycle cylinders — and is still used in some high-performance and racing two-stroke applications — because chrome's hardness and low friction coefficient are ideal for the port-exposed bore environment of a two-stroke engine. Chrome bores require diamond abrasives for honing, and the surface finish specifications are tight. Like Nikasil, chrome work is typically sent to a specialist.
Two-Stroke vs. Four-Stroke Motorcycle Cylinder Honing Differences
The fundamental differences between two-stroke and four-stroke engine designs create different honing requirements that often confuse mechanics who work across both types.
Two-Stroke Cylinders
In a two-stroke motorcycle engine, the piston ports open and close the intake and exhaust passages by moving past them in the bore. This means the bore surface is interrupted by port openings — the hone must cross these openings on every stroke. The edges of these ports can snag hone stones and cause uneven cutting or damage the hone.
Two-stroke cylinders typically use chrome or Nikasil bores rather than cast iron, because the ports would create stress risers in a softer liner material. Honing two-stroke cylinders with port openings requires short, controlled strokes and careful attention to the hone's entry and exit points. Many technicians use a chamfering tool to lightly deburr port edges before honing to reduce the risk of catching the hone stones.
Piston ring configuration also differs: two-stroke pistons typically use a single, thick ring (sometimes two) with a locating pin to prevent the ring from rotating and catching in a port. The ring-to-bore interface in a two-stroke is different from a four-stroke, and the required crosshatch angle may differ — some two-stroke specialists prefer a shallower crosshatch angle of 30–35 degrees rather than the 45-degree standard for four-strokes.
Four-Stroke Cylinders
Four-stroke motorcycle cylinders are more conventional — an uninterrupted bore surface from top to bottom, with valves operated by the head rather than ports in the bore. This makes four-stroke cylinders more straightforward to hone, and conventional rigid hones and flex-hones can be used freely without worrying about port edges.
Ring configuration in four-strokes — typically a top compression ring, second compression ring, and oil control ring — requires the bore surface to support oil retention for the oil ring while maintaining a tight seal for the compression rings. The 45-degree crosshatch is optimized for this multi-ring configuration. The oil ring's expander spring holds the twin rails against the bore with significant force, and the crosshatch provides enough texture for oil retention without so much roughness that the oil ring rails can't conform properly.
Common Honing Mistakes That Ruin Motorcycle Cylinder Bores
Even experienced mechanics make avoidable mistakes when honing motorcycle cylinders. These are the errors that most commonly show up as ring seating problems, oil consumption, or premature wear after a rebuild.
Using the Wrong Grit
A coarse-grit hone (80 or 120 grit) used as a final finish leaves a bore that's too rough. The ring seating process will take much longer, and in some cases the peaks of the rough surface actually fold over and create embedded abrasive particles in the bore wall. Conversely, a fine-grit hone used on a bore that needs more aggressive cutting just wastes time and loads up quickly. Match the grit to the job: coarse for material removal after boring, fine (240–320) for final deglaze and crosshatch on a bore that's already in spec.
Inconsistent Stroking Speed
Changing the stroking speed during a honing pass changes the crosshatch angle. If you go faster at the top and slower at the bottom, you'll produce a bore with inconsistent crosshatch angles from top to bottom — tighter at the top where you slowed down, shallower at the bottom where you sped up. This produces inconsistent oil film distribution and uneven ring seating. Practice a consistent stroking rhythm before applying the hone to the bore.
Not Extending the Hone Past the Bore Ends
If the hone never extends past the top and bottom edges of the bore during a stroke, those areas receive less abrasive action than the middle of the bore. The result is a bore that's tighter at the top and bottom (where ring reversal happens) than in the middle — exactly the opposite of what you want. Allow the hone to extend approximately one-quarter of its length past each end of the bore on every stroke.
Inadequate Post-Hone Cleaning
As discussed in the cleaning step above, using solvent instead of hot soapy water leaves abrasive particles in the bore. The consequences are severe. In one well-documented engine building case study, an engine rebuilt with solvent-cleaned (but not water-scrubbed) bores showed piston ring wear measurements of 0.003 inches after 500 miles — an amount that would normally take 50,000 miles in a properly cleaned bore. The embedded grit acts as lapping compound, and by the time ring wear is visible, the bore itself is often damaged beyond the next oversize limit.
Honing an Already Oversize Bore
Mechanics sometimes attempt to hone a bore that's already at its maximum oversize limit, hoping to clean up some scoring or wear marks. If honing brings the bore beyond the maximum oversize specification, there's no oversize piston available to fit it properly. Always measure before honing and confirm that there's enough material remaining for the next oversize step before removing any metal.
Using a Flex-Hone When Boring Is Needed
A flex-hone cannot correct out-of-round or tapered bores — it conforms to the existing shape of the bore and abrades all surfaces uniformly, so if the bore is oval, it stays oval. Out-of-round conditions greater than 0.002 inches (0.05mm) or taper greater than 0.002 inches require boring, not honing. Using a flex-hone on a bore that needs boring gives you a bore with fresh crosshatch marks but still poor geometry — and rings that can never seal properly.
Piston-to-Wall Clearance and Why Honing Precision Matters
Honing is ultimately in service of achieving the correct piston-to-wall clearance. This is the gap between the piston skirt and the bore wall, measured at the piston's thrust face (perpendicular to the wrist pin axis) at the bottom of the skirt.
Typical piston-to-wall clearance specifications for motorcycle engines vary significantly by application:
| Engine Type | Typical Clearance Range | Notes |
|---|---|---|
| Street four-stroke, cast iron bore | 0.001–0.002 in (0.025–0.05 mm) | Standard OEM spec range |
| Street four-stroke, aluminum bore | 0.002–0.003 in (0.05–0.076 mm) | Higher thermal expansion requires more clearance |
| Performance/race four-stroke | 0.003–0.005 in (0.076–0.127 mm) | Higher operating temps, forged pistons expand more |
| Two-stroke, chrome bore | 0.002–0.004 in (0.05–0.10 mm) | Varies widely by displacement |
Clearance that's too tight causes piston scuffing as the engine reaches operating temperature and the piston expands to close the remaining gap. Clearance that's too large allows piston rock, increases ring blow-by, produces mechanical noise ("piston slap"), and often leads to rapid bore and piston wear. The honing process must be controlled precisely enough that the final bore diameter is within 0.0005 inches (0.013mm) of the target dimension — a tolerance that requires careful measurement and restrained material removal.
When to Hone vs. When to Send the Motorcycle Cylinder to a Machine Shop
Not every cylinder situation calls for the same response. Understanding the limits of what you can do at home versus what requires professional machining prevents costly mistakes.
DIY Honing Is Appropriate When:
- The bore is within dimensional specifications (within 0.002 inches of round and straight)
- The bore is glazed from extended use and rings are no longer seating properly
- New piston rings are being installed without boring, and the bore needs a fresh crosshatch for ring break-in
- Light surface rust or minor corrosion pitting needs to be cleaned up (though deep pitting requires boring)
- The bore material is cast iron or standard aluminum — not Nikasil or chrome
Professional Machine Shop Work Is Required When:
- The bore is more than 0.002 inches out of round or tapered — boring is needed
- The cylinder has deep scoring from piston seizure — boring or replating required
- The bore material is Nikasil, ceramic composite, or chrome — specialized diamond tooling needed
- Piston-to-wall clearance needs to be precisely set to accept oversized pistons
- A two-stroke cylinder with port damage that extends into the bore surface
- Any situation where dimensional precision better than ±0.001 inches is required
Machine shop rates for motorcycle cylinder boring and honing typically range from $40 to $120 per cylinder depending on bore diameter, material, and region. For a motorcycle cylinder that needs genuine geometric correction, this is money well spent — attempting to fix a warped or oversized bore with a $20 flex-hone from an auto parts store will only result in a cylinder that still needs the machine shop, plus a wasted flex-hone.
Ring Break-In After Honing a Motorcycle Cylinder
A properly honed motorcycle cylinder is only the beginning. The ring break-in process — the first few hours of operation after assembly — determines how well the rings conform to the bore and how long the engine will maintain good compression and low oil consumption.
During break-in, the high points (peaks) of the crosshatch pattern gradually wear down under ring pressure, creating a plateau surface where the rings ride on flat-topped peaks with oil-retaining valleys between them. This plateau honing effect happens naturally during break-in, but it requires that the initial surface finish is correct — if the Ra is too rough, break-in takes too long and ring wear is excessive; if it's too smooth, the rings can't generate enough friction to conform properly.
Break-In Protocol for Motorcycle Engines
- Start the engine and let it reach operating temperature — typically 5 to 10 minutes at varying throttle, avoiding sustained idle.
- Shut the engine off and allow it to cool completely to room temperature. This thermal cycle helps seat the rings by allowing the bore and piston to expand and contract, conforming surfaces to each other.
- Repeat the heat-cycle process two to three times before the first ride.
- During the first 500 miles, vary throttle continuously and avoid sustained high RPM — this prevents glazing of the rings in a partially seated position.
- Change the engine oil at 500 miles to remove the metal particles produced by the ring seating process.
- Avoid light-throttle lugging and avoid sustained high RPM until the first oil change is complete. Both extremes prevent proper ring seating.
A well-honed motorcycle cylinder with correctly broken-in rings will show stable compression readings by 500–1000 miles and should maintain those readings for the life of the engine. If compression readings are still rising or varying significantly after 1000 miles, it's a sign the honing or break-in process was not ideal.
 Aluminum Alloy Motorcycle Cylinder for Yamaha Engine Parts")

 wear-resistant Yamaha aluminum alloy motorcycle cylinder")
 durable Yamaha engine cylinder")
 Yamaha aluminum high-performance motorcycle engine cylinder")
 Yamaha aluminum alloy motorcycle components")
 Yamaha motorcycle cylinder engine parts")
 Yamaha water-cooled aluminum engine cylinder")
